

Restore Your Engine Block
Bore & Hone Block Work
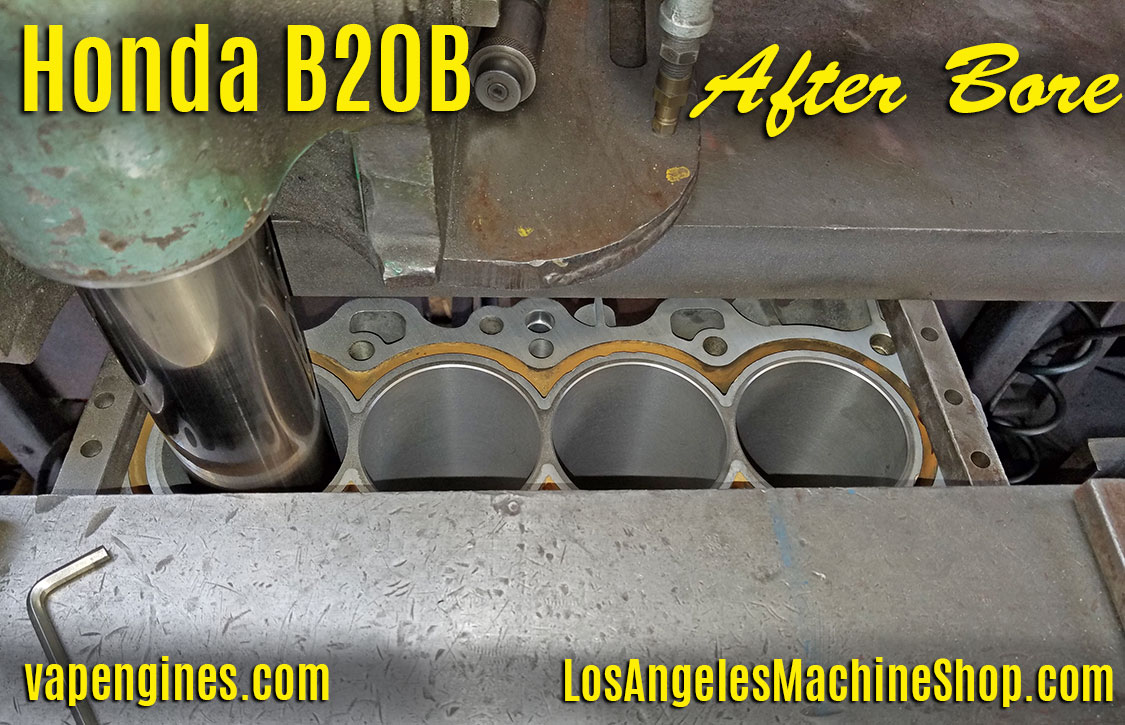
Restoring the engine block bore geometry after wear, tear and time has distorted your block is a definite must for optimum performance. You need the cylinder walls as round as possible and true to the crankshaft centerline and block deck surfaces.
Sizing the bore to a specific dimension is determined by a few things, thickness of the casting- we don’t want the cylinder walls getting too thin, and how much wear is already on the walls. You may need to sleeve the cylinder, if it’s too thin. Depends on the block make and model.
What we look at: Roundness, straightness, taper and shape of the cylinder bore. We want the piston rings to have a tight seal.
Then we hone it, finish it up with a good cleaning and its ready to go.
It’s at the Bore and hone stage that we know what size pistons we will need.
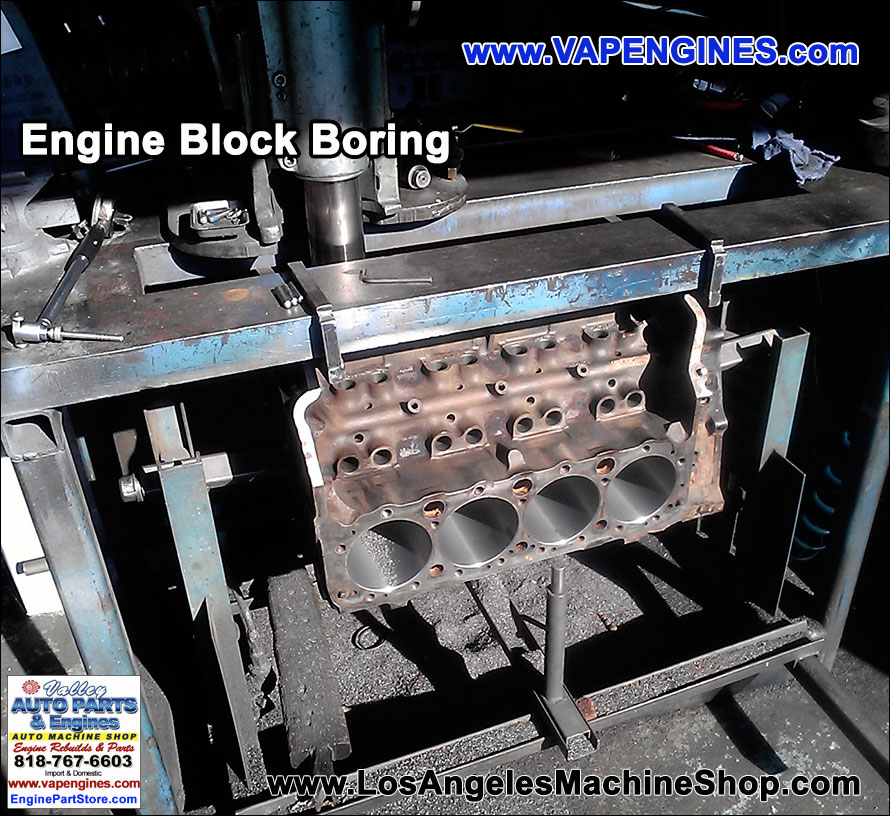
Here are a few engine blocks we bore and honed. A couple waiting to be worked on too!
Block work repairs on gas and diesel engine blocks.



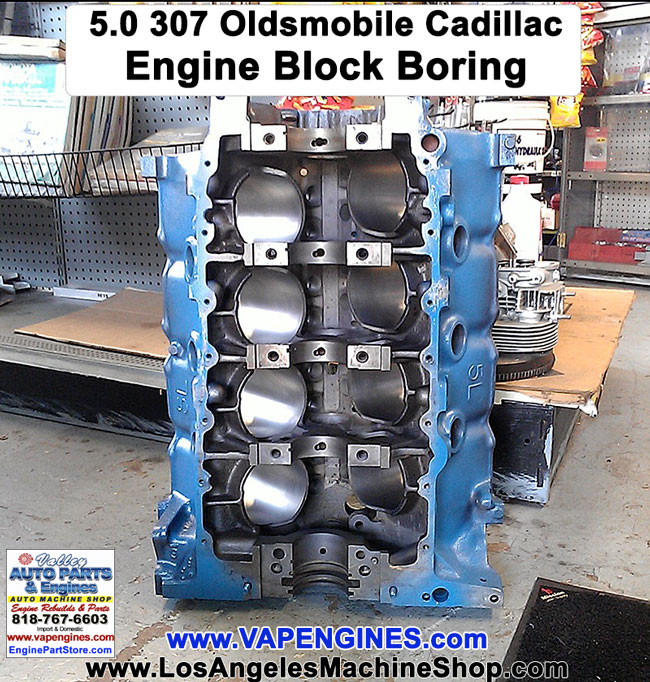
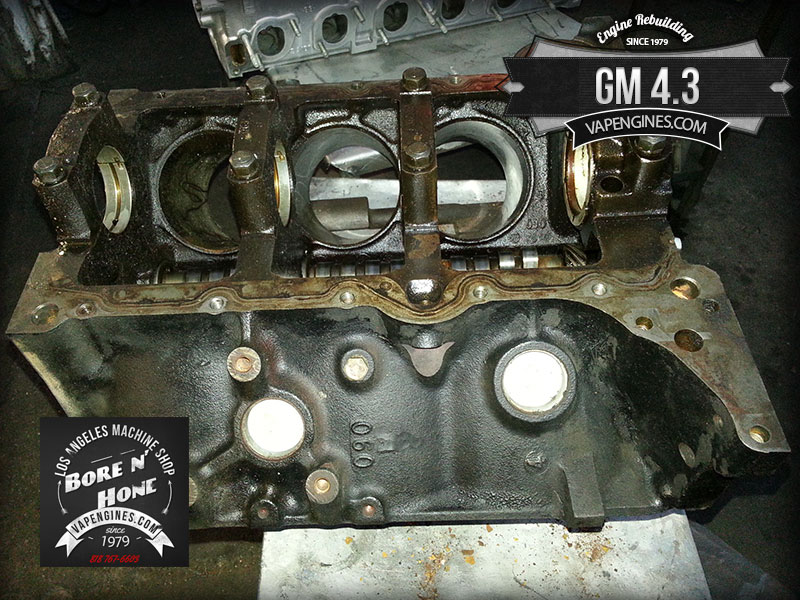
A few shots of Oldsmobile Cadillac after bore and hone, GM 4.3 before bore and hone, and a random engine.


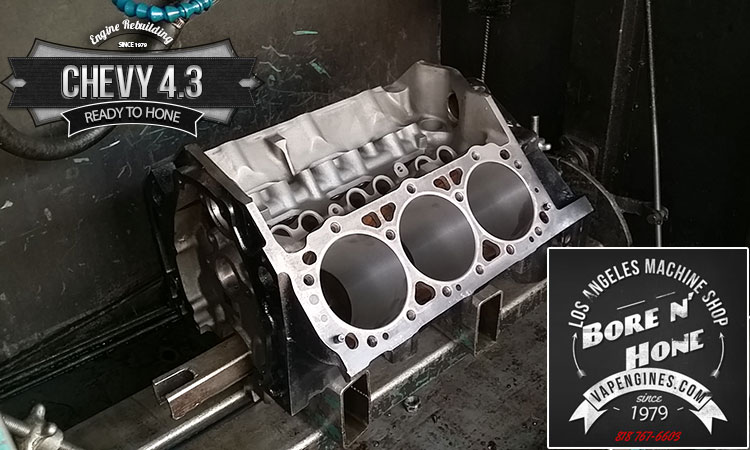
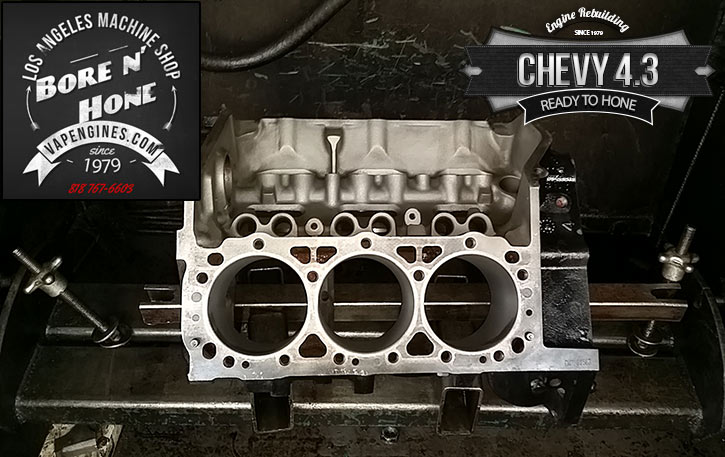
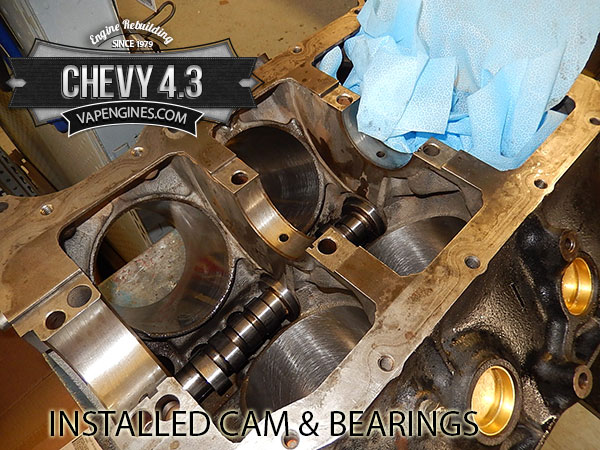
Chevy 4.3 engine block, already bored and ready to hone. After we installed the cam and bearings.
Machine Services- Block Work
This block needed attention, it received Bore, Hone, and Decking. It’s looks great, like new again.
As I mentioned earlier, sometimes you need a new sleeve. That was the case with this 3 cylinder diesel block. I got some pretty good pictures of the before and after. Contact us if you need new sleeves. 818 767-6603

Full service auto machine shop on site. Call 818 767-6603 to discuss your block work.
Use the Contact form to email for an estimate on block decking, sleeving, or bore and hone.
Engine Block Repairs and Restoration.
Thanks

Daniel Angulo
Hi, looking to have my flathead rebuild. All stock.. 1951 Mercury. Do you have an estimate?
Thank you